Ammonium Sulfate Double Decomposition SOP Process: Equipment, Reaction & Benefits

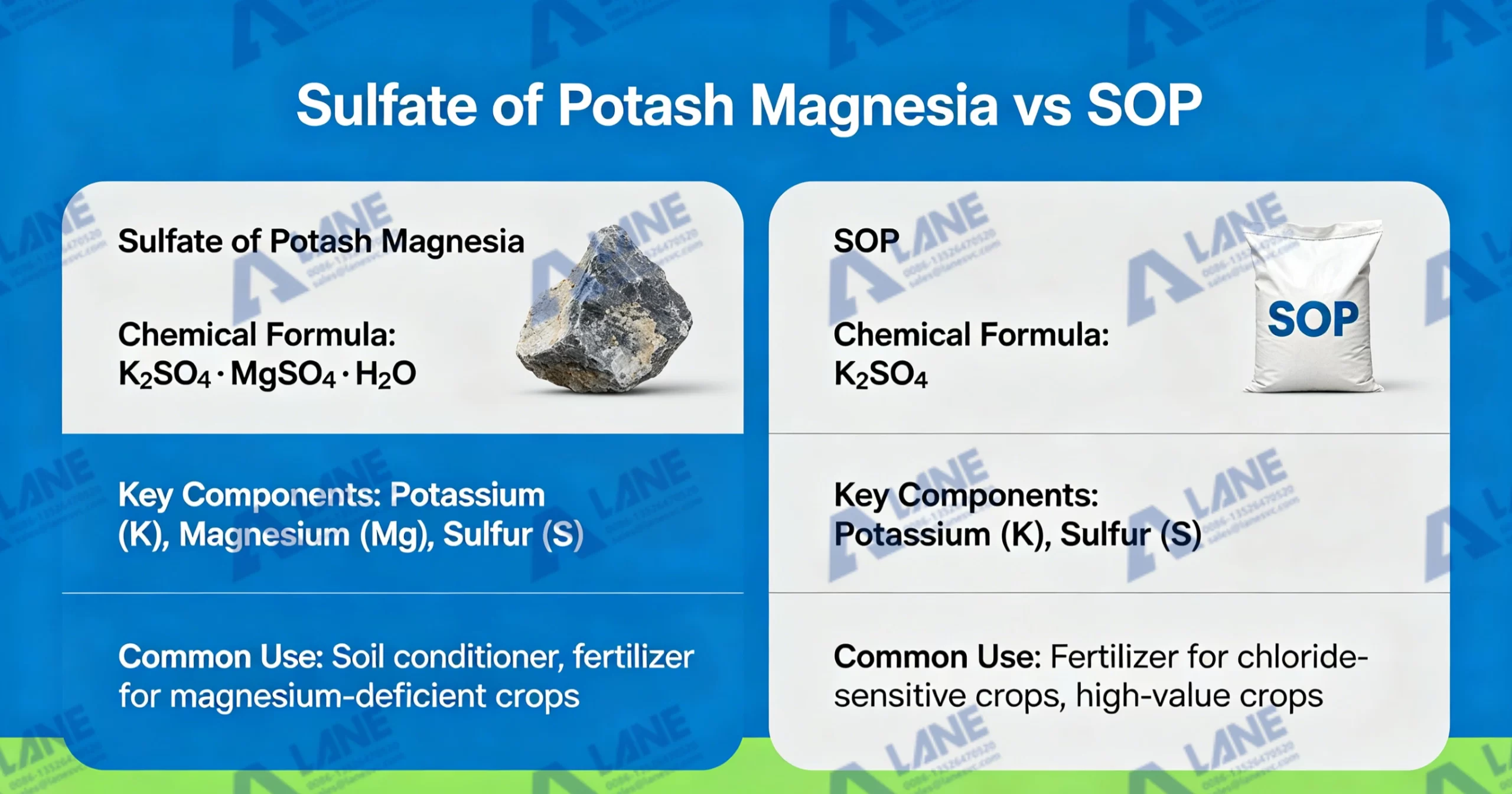
The demand for chloride-free potassium fertilizers is rising as farmers are focusing more on crop quality, export standards, and soil sustainability. Among all the fertilizer, SOP (Sulfate of Potash) is considered one of the highest-value products because it provides potassium and sulfur without adding harmful chloride ions. Historically, the Mannheim process dominated SOP production; however, its extreme energy requirements have the industry look for more sustainable alternative. One of the most efficient methods is Ammonium sulfate double decomposition SOP process. This technology offers lower energy consumption, simpler operation, and reduced environmental impact. this why many fertilizer manufacturers now prefer the Ammonium sulfate double decomposition SOP process for medium and large-scale production plants.
To implement Ammonium sulfate double decomposition method successfully, a specialized manufacturing system is required. As a professional fertilizer equipment manufacturer, LANE Heavy Industry provides complete SOP fertilizer production solutions, including raw material handling systems, reaction equipment, crystallization systems, drying machinery, screening units, and automatic packaging lines. Our production line is designed to optimized for Ammonium sulfate double decomposition SOP Process.

What Is the Ammonium Sulfate Double Decomposition SOP Process?
The Ammonium sulfate double decomposition SOP process utilizes a metathesis (double decomposition) reaction between ammonium sulfate and potassium chloride within a reciprocal quaternary aqueous system (K+, NH4+ // Cl–, SO42- – H2O).
The fundamental chemical reaction can be expressed as:
In this reaction:
- Potassium chloride supplies potassium
- Ammonium sulfate supplies sulfate ions
- Potassium sulfate is generated as the final SOP product
- Ammonium chloride is produced as a by-product
The Ammonium sulfate double decomposition SOP process is widely used because the reaction temperature is lower than the Mannheim process and does not require expensive high-temperature furnaces.
Step-by-Step Production Process Flow
Transforming a metathesis reaction into an industrial-scale manufacturing operation requires a highly coordinated, continuous-flow design. A trial line for Ammonium sulfate double decomposition SOP process consists of several connected stages: raw material feeding, dissolution, transformation reaction, cooling crystallization, centrifugal separation, washing, and drying.
- Raw Material Dosing and Dissolution
The process begins at the batching system. Industrial-grade potassium chloride (KCl) and ammonium sulfate ((NH₄)₂SO₄) are precisely weighed and fed into separate or combined dissolution tanks. Heated water or recycled mother liquor from previous batches is introduced to dissolve the solid crystals completely, creating a highly concentrated ionic solution ready for the conversion phase.
- The Conversion Reaction Phase
Once the raw materials are dissolved, the liquids are pumped into the primary transformation reactors. In this stage of the Ammonium sulfate double decomposition SOP process, temperature control is paramount. The liquid solution is agitated continuously under strict thermal parameters (maintained between 60°C – 100°C) to drive the forward reaction. This process allows the potassium ions to pair efficiently with the sulfate ions.
- Fractional Cooling Crystallization
Following the main reaction, the slurry enters the crystallization stage, a core phase where the physical characteristics of Ammonium sulfate double decomposition SOP crystals are formed. The reaction mixture is transferred into specialized vacuum or jacketed cooling crystallizers. As the temperature is dropped systematically to a targeted lower range, the solubility of Potassium sulfate plummets, forcing it to crystallize into large grains while keeping the ammonium chloride dissolved in the liquid phase.
- Centrifugal Separation and Crystal Washing
The crystal slurry is then forwarded to high-speed continuous centrifuges. This machine separates the solid SOP crystals from the mother liquor. The wet cake undergoes an intensive multi-stage washing process using chilled water or a saturated SOP solution as the residual chloride ions can compromise the quality of premium agricultural SOP. This process ensures that the final chloride content drops below 1%.
- Thermal Drying, Cooling, and Granulation
The washed SOP crystals contain surface moisture that must be removed. The wet crystals are discharged into industrial drying units, followed by cooling systems to stabilize the temperature. Depending on market preferences, the resulting powder can be directly sold or transferred to a specialized granulation loop to produce high-density, dust-free spherical fertilizer granules.
Core Equipment in LANE Heavy Industry’s Fertilizer Production Line
LANE Heavy Industry’s machines play a critical role in this sector by engineering advanced reaction vessels and crystallization units tailored to the thermodynamic demands of Ammonium sulfate double decomposition SOP process. As an established global leader in fertilizer machinery LANE Heavy Industry provides a robust, turnkey equipment ecosystem built to withstand harsh chemical environments.
- Anti-Corrosive Agitated Reactors: Chloride ions at elevated temperatures are exceptionally aggressive toward standard steels, causing severe pitting and stress corrosion cracking. LANE Heavy Industry utilizes specialized anti-corrosion materials in its reactors to withstand the highly corrosive chloride environment inherent to Ammonium sulfate double decomposition SOP processing. These reactors feature titanium linings or heavy-gauge SS316L construction coupled with high-torque, double-tier impellers that guarantee perfectly homogeneous mixing.
- Continuous Cooling Rotary Drum and Disc Crystallizers: To optimize crystal size distribution and minimize ultra-fine particles, LANE’s crystallization units utilize automated PLC thermal profiling. This controls the cooling gradient precisely, producing uniform, easily filterable SOP crystals that streamline downstream separation.
- Heavy-Duty Industrial Rotary Drum Dryers: LANE’s rotary drum dryers feature custom-engineered internal lifting flights and a co-current thermal configuration. This design maximizes heat transfer efficiency from the burner while gently handling the crystals, preventing mechanical degradation and preserving the integrity of the fertilizer grains.
- Advanced Double Roller Extrusion Granulators: For plants targeting the premium granular fertilizer market, LANE integrates its proprietary double roller extrusion technology. Operating on a dry granulation principle, these machines compress the SOP powder under extreme mechanical pressure into durable granules without requiring additional chemical binders, significantly lowering subsequent thermal drying costs.

Benefits of the double decomposition route
- Product flexibility: The ammonium sulfate double decomposition SOP process can produce either potassium sulfate (SOP) as the primary product or high-purity ammonium sulfate as a saleable by-product, allowing plants to adjust production to market demand.
- Feedstock adaptability: The process can accept a range of potassium-bearing raw materials (KCl, K-bearing brines, or minerally-derived salts), giving operations flexibility in sourcing and cost optimization.
- Energy efficiency: When integrated with evaporator–crystallizer loops and heat-recovery systems, the route can be competitive versus direct synthesis, particularly when waste heat or acid recycling is implemented.
- Improved nutrient balance: SOP produced via this route contains potassium and sulfate without chloride, which benefits chloride-sensitive crops and offers agronomic advantages in specific applications.
- Reduced waste: Solid–liquid separation and mother-liquor recycling reduce effluent volumes; recovery of ammonium salts or ammonia minimizes input consumption and environmental discharge.
Frequently Asked Questions (FAQ)
Q1: What raw materials are suitable for the ammonium sulfate double decomposition SOP process?
A: The process is governed by a metathesis (double decomposition) reaction between potassium chloride and ammonium sulfate within a reciprocal quaternary aqueous system.
Q2: What is the typical capacity of a LANE Heavy Industry production line?
A: LANE Heavy Industry’s compound fertilizer production lines can be customized for capacities ranging from 0.5 to 100 tons per hour, depending on the specific requirements of the ammonium sulfate double decomposition SOP process.
Q3: Is the ammonium sulfate double decomposition SOP process environmentally friendly?
A: Yes. The process recycles industrial by-products, operates in a closed-loop system to minimize emissions, and produces minimal waste.
Q4: What certifications does LANE Heavy Industry hold?
A: LANE Heavy Industry has passed ISO9001-2000 international quality certification and can provide international certificates such as SGS, BV, EU, and CE.
Q5: How long is the warranty on LANE equipment?
A: LANE Heavy Industry offers a comprehensive five-year warranty on all equipment, along with overseas installation and commissioning services

Of course, we also offer other types of products for your different needs, you can click to view.
For more information, please contact us by sending an inquiry today! We can help you!






Write a Reply or Comment