Mannheim Process vs Metathesis for Potassium Sulfate Manufacturing: Which Route Delivers Higher Purity and Profitability?

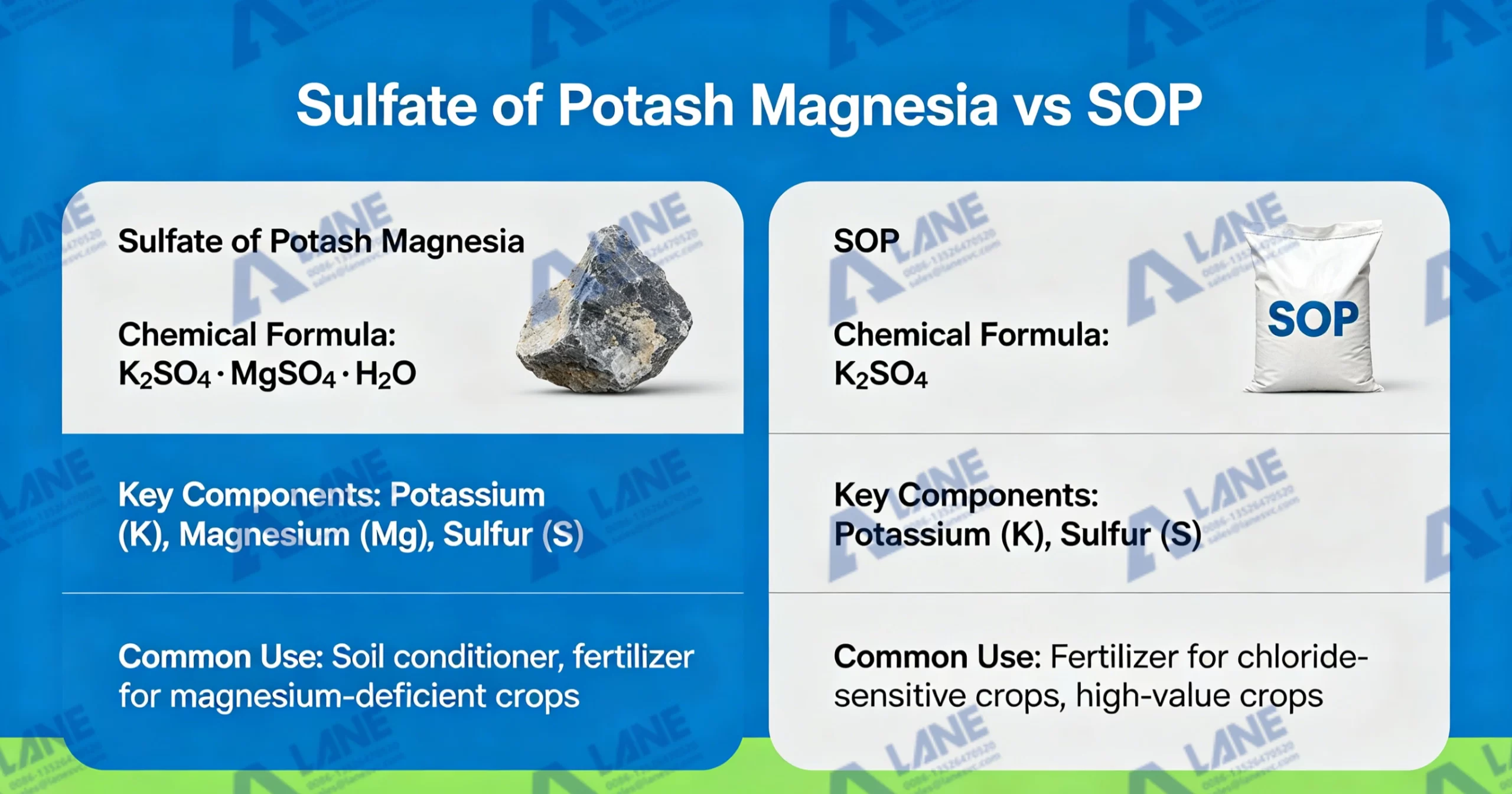
In industrial fertilizer synthesis, the chemical conversion method determines the final out put nutrient quality of the fertilizer. Potassium sulfate (SOP) is one of the popular potassium fertilizers due to its importance in chloride-sensitive crops such as tobacco, potatoes, fruits, vegetables, and specialty horticultural plants. Transforming potassium raw materials into free flowing, high purity granular fertilizer requires a balance of thermal dynamics, equilibrium control, and mechanical durability. For new investor and manufacturers who wants to open a SOP fertilizer production plant, they face a choice: Mannheim process vs metathesis for potassium sulfate manufacturing
Both technologies are commonly used in the fertilizer industry. One route relies on high-temperature thermal reaction and the other depends on complex liquid-phase fractional crystallization. This article proved a detail comparison of Mannheim process vs metathesis for potassium sulfate manufacturing while highlighting how LANE Heavy Industry delivers complete SOP production line for both processes.

The Technical Breakdown: How Both Processes Work
To evaluate Mannheim process vs metathesis for potassium sulfate manufacturing, we must first look at the chemical analysis and transformation.
- The Mannheim Process Route
The Mannheim process is the dominant thermal industrial method used to manufacture Potassium Sulfate. It is invested in the late 19th century in Mannheim, Germany. It remains the most proven method for eliminating chloride. In this process, Potassium Chloride and Sulfuric Acid are directly combined in a customizable furnace. This reaction process has two stages.
The first stage is an Exothermic process occurs at relatively low temperature. The process flow is:
Potassium Chloride (KCI) + Sulfuric Acid (H2SO4) → potassium hydrogen sulfate (Potassium bisulfate, KHSO4) + Hydrochloric Acid (HCI)
The second stage is an endothermic process which requires temperature exceeding 600°C. The process flow is:
Potassium Chloride (KCI) + potassium hydrogen sulfate (Potassium bisulfate, KHSO4) → Potassium Sulfate (K2SO4) + Hydrochloric Acid (HCI)
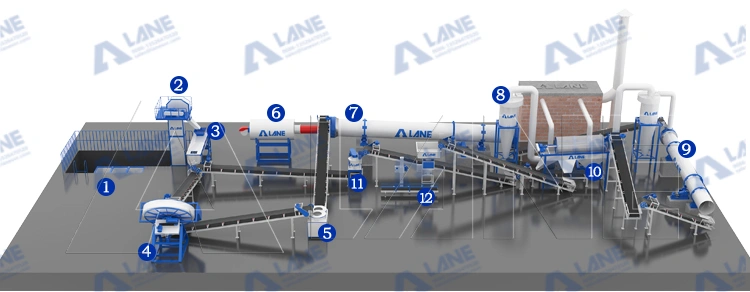
In a standard SOP production line builds with machinery from LANE Heavy Industry, raw material preparation begins with high-precision grinders and automated dosing units. The mixture enters a highly insulated Mannheim furnace where rotating rabble arms constantly agitate the material. This process also creates gaseous hydrochloric acid. It can be capture and made into by-product.
- The Metathesis Route (Fractional Crystallization)
The metathesis route is known as double-decomposition or ion-exchange method is a wet liquid phase chemical process. In this process Potassium Sulfate (K2SO4) is synthesis with soluble sulfate minerals at ambient or slightly elevated temperature. Most common minerals are magnesium sulfate salt like kieserite or bittern salts, or sodium sulfate.
A sodium sulfate-based metathesis reaction follows this formula:
Potassium Chloride (KCI) + Sodium Sulfate (Na₂SO₄) → Potassium Sulfate (K2SO4) + sodium chloride (NaCl)
This reaction requires multi-stage fractional crystallization, cooling, and separation to isolate the Potassium Sulfate (K2SO4) from the sodium chloride. The success of this process heavily depends on handling large volumes of aqueous slurries, centrifuges, and energy-intensive crystallizers.
Product Purity Comparison
When comparing the Mannheim process vs metathesis for potassium sulfate manufacturing, fertilizer purity directly influences market pricing. A commercial grade Potassium Sulfate requires 50-52% potassium with less than 1.5% chloride.
Mannheim Process Purity
The Mannheim process produces Potassium Sulfate (K2SO4) with 90-95% purity. The remaining components are minor impurities from the raw materials. Modern Mannheim furnaces are equipped with advanced refractory materials and precise temperature control which can achieve up to 98% purity.
LANE Heavy Industry’s Mannheim furnace designs incorporate refractory bricks which are optimized for 600-700°C operation, with automated feeding systems ensuring continuous production and consistent quality.
Metathesis Process Purity
The Metathesis produces SOP with 92-96% purity through crystallization from aqueous solution. The lower water temperature prevents thermal decomposition of impurities, so raw material quality directly impacts final product purity. Advance crystallization and washing stages can improve purity up to 97-98% but this requires additional processing step and water consumption.
The comparison of Mannheim process vs metathesis for potassium sulfate manufacturing reveals that Mannheim achieves slightly higher purity with fewer processing stages. Even though Metathesis can match this purity, it requires additional processing steps.
| Purity Metrics | Mannheim Process Route | Metathesis (Crystallization) Route |
| Average Potassium Content | 50% – 52.5% (Highly stable) | 48% – 51% (Variable based on feedstock) |
| Residual Chloride | Typically, < 0.5% – 1.0% | Often 1.0% – 2.0% (Requires extensive washing) |
| Byproduct Economics | High-purity Liquid Hydrochloric Acid (HCI) | Sodium chloride (NaCl) or Magnesium chloride (MgCl₂) |
Streamlining the Production Line with LANE Heavy Industry Machinery
after choosing, Mannheim process vs metathesis for potassium sulfate manufacturing, you should also know about machinery suitable for SOP production. Once the raw potassium sulfate is synthesized or crystallized, it must be dried and packaged or processed into a durable, dust-free granular fertilizer. Henan LANE Heavy Industry provides integrated engineering solutions designed to optimize both manufacturing setups.
Corrosion-Resistant Mixing and Feeding: The raw materials for the potassium fertilizer have corrosive and acidic property and requires robust machinery. LANE Heavy Industry provides specialized, acid-resistant mixers and heavy-duty screw feeders that withstand residual acidity without degrading over time.
High-Capacity Granulation Systems: Powdered Sop fertilizer can cake during transport and storage. It is also difficult to apply in the field and can cause air pollution in the surrounding area. LANE Heavy Industry offers systems that can convert powder into durable granules:
- Rotary Drum Granulator:Built for large-scale, continuous production lines. It is a drum shape granulator with use liquid or steam to agglomerate the powder into granules.
- Disc Granulator (Pan Granulator):This is an excellent choice for small and medium sized flexible operations. It offers real-time control over particles sizing by adjusting the disc pans angle and rotation speed.
Industrial Drying and Cooling: Freshly granulated SOP carries surface moisture that must be carefully managed to prevent clumping. LANE’s Rotary Drum Dryer uses high-efficiency air streams to bring moisture down below 2.0%. After that the granules needs to be cooled before they can be packaged. The Rotary Drum Cooler use ambient air to cool the granules and seal the stability and make the granule harder.
Screening and Anti-Caking Coating: The granules pass though high-frequency vibrating screen. This machine separates on-spec granules from oversized granules. The oversized granules are crushed and automatically routed back into the granulator loop. On-spec granules (typically 2.0mm to 4.75mm) proceed to the coating stage and automated packing scale.
The Fertilizer Coating Machine adds an anti-caking layer to ensure long shelf life during sea transport. LANE provide corrosion resistant material for the Mannheim process vs metathesis for potassium sulfate manufacturing.
Profitability Analysis: Capital Investment vs. Operating Costs
To fully evaluate the Mannheim process vs metathesis for potassium sulfate manufacturing, we must look at the overall financial life cycle, balancing initial capital expenditure (CAPEX) against day-to-day operating costs (OPEX).
- Capital Expenditure (CAPEX)
- The Mannheim Route:This production requires a higher initial capital investment. The furnace must be constructed from premium refractory firebricks and specialized alloys capable of resisting high temperatures and acidic gas environments.
- The Metathesis Route:This production process features a lower furnace cost but demands a larger investment in multi-stage stainless steel crystallizers, high-volume centrifuges, and extensive wastewater treatment facilities to handle brine discharge.
- Operational Costs (OPEX) and Feedstock Supply Lines
- The Metathesis Advantage:This wet-process route uses less fuel because it operates near room temperature. If your production site is located directly next to a natural source of sulfate minerals (like inland salt lakes or potash mines), your raw material costs will be highly competitive.
- The Mannheim Advantage:The initial energy costs are higher to heat the furnace but it runs on available raw materials like Potassium Chloride (KCI) and Sulfuric Acid (H2SO4). This process also creates a valuable byproduct. For every 1 Tons of the SOP produced, the plant generates roughly 1.15 tons of commercial-grade liquid hydrochloric acid with 31%–35% concentration. Selling this acid can offset a major portion of raw material costs.
The comprehensive comparison of Mannheim process vs metathesis for potassium sulfate manufacturing demonstrates that Mannheim delivers superior profitability for most commercial applications, while metathesis serves niche markets requiring lower capital intensity.
FAQ
Q1: What is the main difference between Mannheim and metathesis processes?
A: Mannheim uses KCl + H₂SO₄ at 600-700°C producing HCl byproduct; metathesis uses KCl + Na₂SO₄ at 80-100°C producing NaCl byproduct.
Q2: Which process produces higher purity potassium sulfate?
A: Mannheim typically achieves 90-98% purity; metathesis reaches 92-96% without additional crystallization, making Mannheim slightly superior.
Q3: Why is Mannheim more profitable than metathesis?
A: Mannheim’s HCl byproduct offsets 15-25% of production costs, while metathesis’ NaCl has minimal value.
Q4: What capacity does LANE’s Mannheim furnace achieve?
A: LANE’s single furnace reaches 10,000 tons/year capacity with natural gas fuel and refractory brick construction.

Of course, we also offer other types of products for your different needs, you can click to view.
For more information, please contact us by sending an inquiry today! We can help you!





Write a Reply or Comment