Brine Evaporation Ponds for Fertilizer: A Cost-Effective Solution for Potash Recovery

Agriculture relies heavily on potassium to ensure crop health, optimize water retention, stress resistance, and enhance overall yield. Most of the world’s potassium comes from underground deep-shaft mining. This resource is not infinite, and mining companies have turned their focus to alternatives. Among the many methods available today, brine evaporation ponds for fertilizer production stand out as one of the most practical and low-cost solutions for recovering potash from natural brine resources. It transforms naturally occurring salt lakes into high-grade agricultural nutrients.
Brine evaporation ponds for fertilizer is one of the most efficient and economical methods for recovering potash from natural brine resources. As the demand for potassium-based fertilizers continues to rise, manufacturers are seeking technologies that reduce operational expenses while maintaining stable production quality. This is why many companies are investing in brine evaporation ponds for fertilizer processing systems combined with advanced equipment from LANE Heavy Industry.

What Are Brine Evaporation Ponds for Fertilizer?
Brine evaporation ponds for fertilizer are engineered pond systems designed to extract valuable potassium salts and other minerals from saline brine through natural solar evaporation. These ponds offer an energy-efficient and environmentally adaptable method for mineral concentration and crystallization.
In this process, mineral-rich brine is transferred into large evaporation ponds where sunlight and wind gradually remove water. As evaporation progresses, dissolved minerals become concentrated and eventually crystallize for collection and further processing.
This technique is widely used in regions with:
- High solar radiation
- Low rainfall
- Large land availability
- Abundant underground brine resources
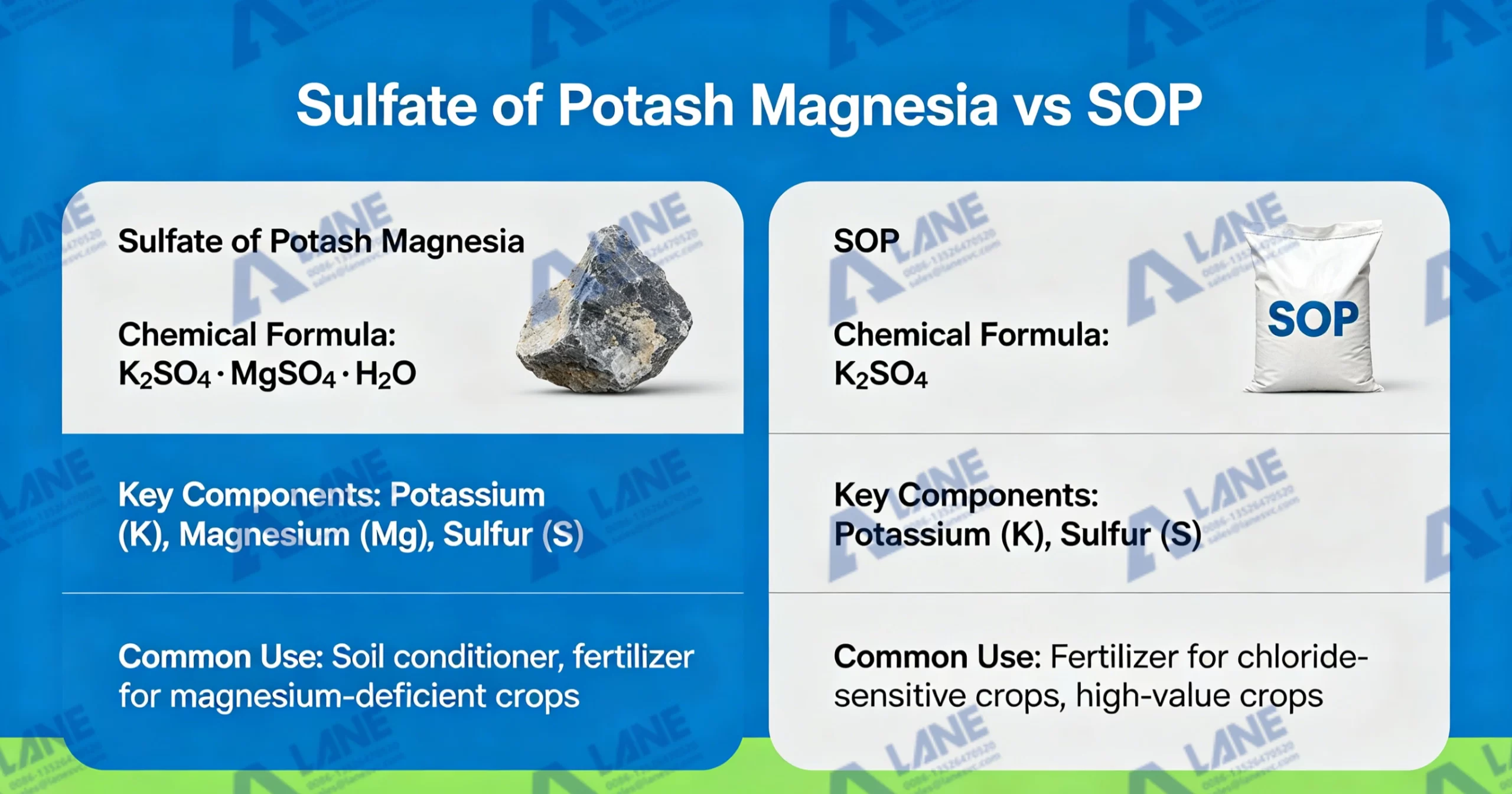
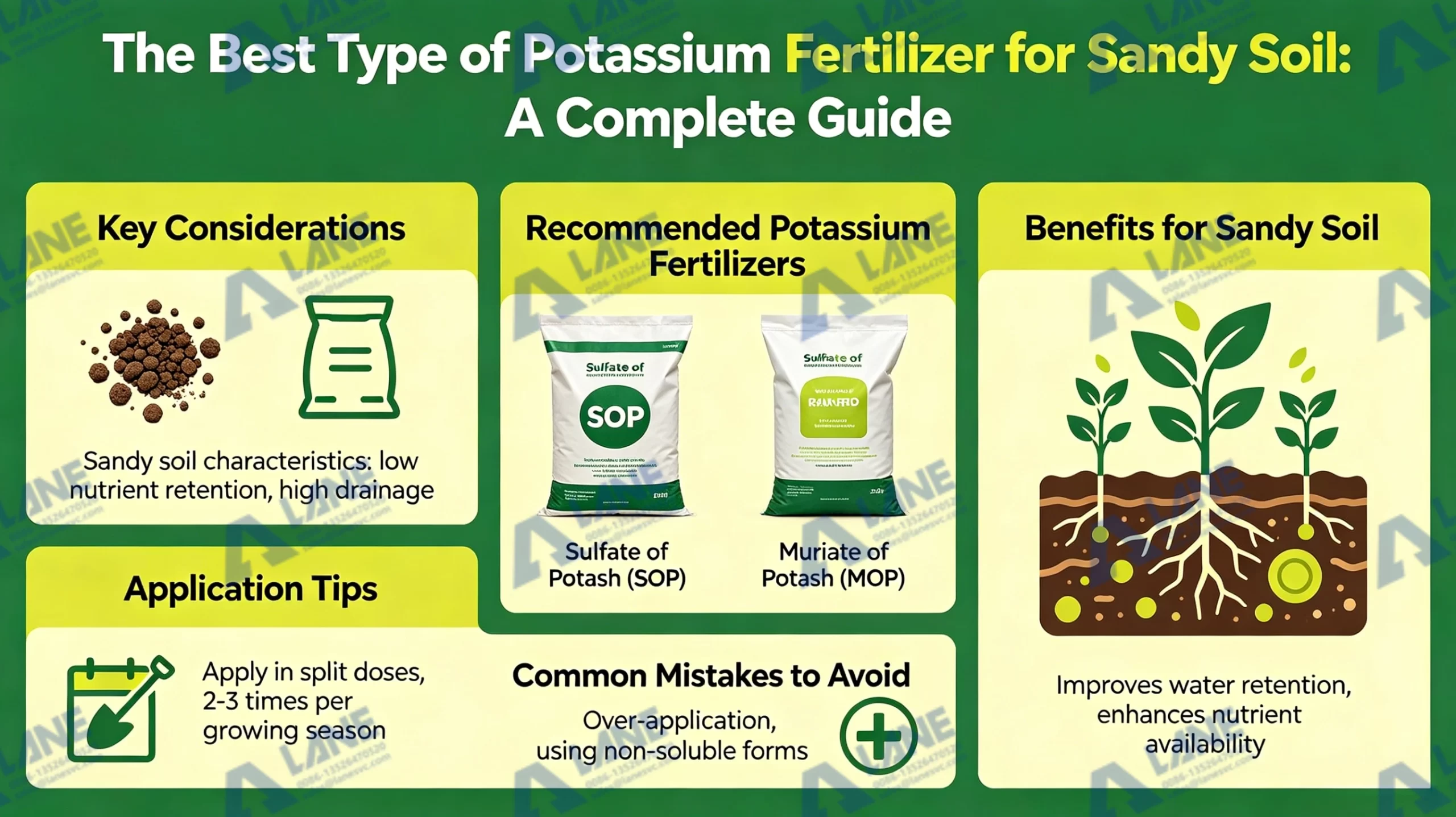
The use of brine evaporation ponds for fertilizer production has become popular in countries producing potassium sulfate (SOP) and potassium chloride (MOP) fertilizers.
The Core Mechanics of Brine Evaporation Ponds
The science underpinning brine evaporation ponds for fertilizer production leverages environmental thermodynamics to separate high-value minerals from liquid solutions. High-salinity water or underground brine is directed into massive, shallow earthen basins lined with high-density polyethylene (HDPE) to prevent soil leaching and fluid loss.
Over an extended duration, solar radiation and wind currents eliminate the water content sequentially. Because different minerals exhibit distinct solubility thresholds, they precipitate out of the solution in a predictable, stratified sequence:
- Sodium Chloride (NaCl):Halite drops out of the solution first due to its lower relative solubility.
- Potassium/Magnesium Salts:As brine concentration intensifies, potassium-rich minerals like carnallite (KCl·MgCl₂·6H₂O) or sylvinite precipitate.
- Bitterns:The remaining highly concentrated magnesium chloride residual liquor is drained away.
Once the precipitation phase finishes, harvesters scrape the crystalline bed. However, these crude salts cannot be directly applied to fields; they contain irregular moisture profiles, secondary impurities, and unrefined structural dynamics.
Integrating LANE Heavy Industry’s Machinery
Transforming crude solar salts into high-purity, free-flowing granulated agricultural inputs requires precise chemical and mechanical engineering. LANE Heavy Industry’s Machinery offers an integrated, heavy-duty fertilizer production line engineered specifically to handle the highly corrosive nature of processed chlorides and sulfates.
By utilizing corrosion-resistant alloys, reinforced structural frames, and intelligent automation systems, this production line takes the raw material yielded by brine evaporation ponds for fertilizer and processes it seamlessly. The mechanical sequence cleanses the minerals of remaining sodium impurities, uniformizes the particle sizes, and granulates the material to ensure precise field distribution.
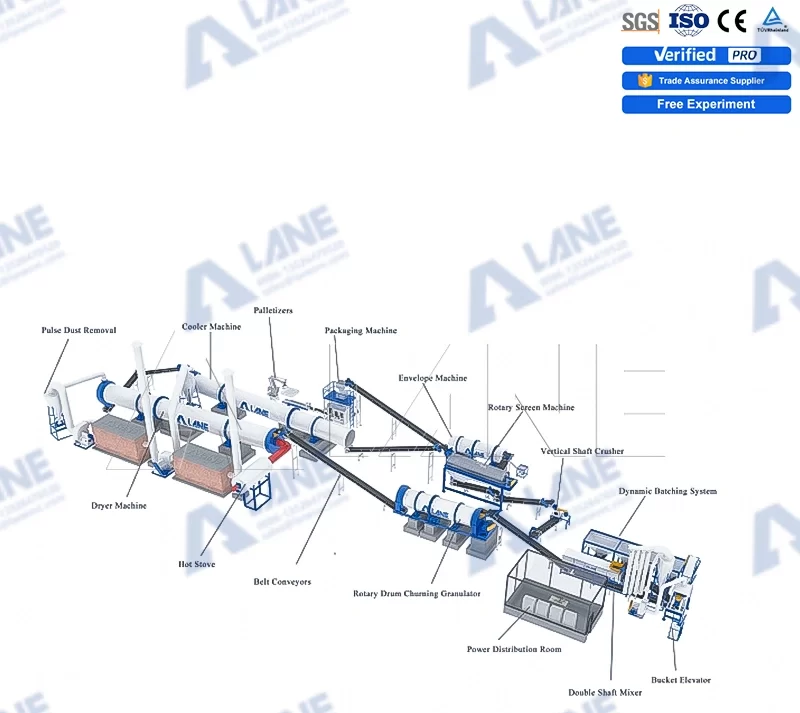
Step-by-Step Breakdown of the LANE Fertilizer Production Line
The journey from wet, coarse pond crystals to a highly stable, commercial potassium fertilizer involves multiple specialized processing zones. Below is the sequential configuration of the advanced production line engineered by LANE Heavy Industry.
Step 1: Crushing and Aggregate De-agglomeration: The crude potash harvested from brine evaporation ponds for fertilizer arrives at the factory floor with irregular particle profiles and large clumps formed during natural solar baking. LANE Heavy Industry utilizes heavy-duty hammer crushers or cage mills to reduce these large crystalline aggregates into powder.
Step 2: Beneficiation Processes: The crushed salt is mixed with a recycled mother liquor heated to near-boiling (around 100°C). The KCl selectively dissolves into the hot liquid, while the bulk of the solid NaCl remains undissolved. The solid salt waste is filtered out, and the hot, KCl-saturated liquid is sent to vacuum crystallizers. As the temperature drops, pure KCl precipitates out as high-grade crystals.
Step 3: Precision Mixing and Blending: Pure potash is often blended with secondary or micro-nutrients (such as sulfur or magnesium compounds) to satisfy custom agronomic requirements. The raw potassium chloride is crushed and fed into a continuous twin-shaft paddle mixer. LANE’s design incorporates high-wear resistant paddles that thoroughly homogenize the input materials.
Step 4: Advanced Granulation: Granulation is a foundational phase where materials sourced from brine evaporation ponds for fertilizer are converted into durable, dust-free granules. LANE provides a Rotary Drum Granulator or a specialized Double-Roller Extrusion Granulator:
- Rotary Drum Granulator:Uses a wet-granulation method where steam or water induces the fine particles to roll and accumulate into uniform spheres through centripetal action.
- Double-Roller Extrusion Granulator:A dry-granulation alternative that uses high mechanical pressure to compress the potash powder directly into dense flakes, which are then immediately cracked into granules, completely eliminating the need for upfront fuel-based binding.
Step 5: Industrial Rotary Drying: For wet granulation setups, the moisture retained from brine evaporation ponds for fertilizer crystallizing beds combined with introduced binding steam must be systematically eliminated. The damp granules pass through a large-scale rotary dryer. The internal lifting flights lift the granules, cascading them through a regulated hot air stream to bring internal moisture levels below 1.5%.
Step 6: Industrial Cooling: After the drying process ends, the granules need to be cooled before they can go through further processing. Cooling prevents structural degradation and subsequent moisture absorption during storage. The hot granules enter a rotary cooling drum, where ambient counter-current air streams lower the product temperature rapidly, locking in the physical crystalline matrix.
Step 7: High-Precision Screening and Classification: To guarantee premium commercial value, the cooled granules are fed into a rotary or vibrating screening machine. Particles that are oversized are automatically returned to the crusher, while undersized particles are routed back to the granulator. Only granules within the optimal 2.0 mm to 4.75 mm range move forward.
Step 8: Anti-Caking Coating and Packaging: Potash has a naturally high hygroscopic index, meaning it readily absorbs moisture from the air. The granules enter a coating drum where a micro-layer of protective oil or anti-caking wax is applied. The coated granules are then sent to the fully automatic packaging system which measures, bags, and seals the final product into durable sacks for global shipment.
Economic and Environmental Advantages
Investing in brine evaporation ponds for fertilizer recovery provides financial and environmental advantages over underground mining operations.
| Parameter | Underground Shaft Mining | Brine Evaporation Ponds with LANE Machinery |
| Initial CAPEX | High (Deep shafts, ventilation, heavy safety infra) | Low to Moderate (Lining, earthworks, modular machinery) |
| Energy Source | High electricity and fossil fuel consumption | Primary concentration driven by Solar Energy |
| Carbon Footprint | Massive carbon emissions per ton of recovered ore | Drastically lower environmental footprint |
| Operational Risk | High operational hazards (cave-ins, gas leaks) | Safe, surface-level automated operations |
The brine evaporation ponds for fertilizer processing represent a circular economy breakthrough when tied to industrial waste management. For instance, desalination plants and chemical processing facilities generate massive volumes of highly mineralized wastewater.
FAQ
- What are brine evaporation ponds for fertilizer used for?
They are used to extract potassium salts and other minerals from brine through natural evaporation, forming the raw material for potash fertilizers.
- How do brine evaporation ponds for fertilizer reduce costs?
They rely on solar energy instead of fuel or electricity, significantly lowering operational expenses.
- Can brine-derived potash be used directly as fertilizer?
No, it typically requires processing—such as granulation and drying—using equipment like LANE Heavy Industry’s production lines.
- What types of fertilizers can be produced from this process?
Mainly potassium-based fertilizers such as MOP, SOP (with additional processing), and compound fertilizers when blended with other nutrients.

Of course, we also offer other types of products for your different needs, you can click to view.
For more information, please contact us by sending an inquiry today! We can help you!






Write a Reply or Comment